







Una máquina para cerrar latas se fabrica completamente a mano y requiere un ajuste fino. Puede compararse con el montaje de un reloj suizo donde el profesionalismo y la habilidad del montador desempeñan un papel vital. La precisión en el mecanizado de todas las piezas debe ser total y las tolerancias lo más bajas posible
LANZAMIENTO DE LA SERIE
Los pedidos se realizan para la fabricación y subcontratación de piezas. Hay dos tipos de piezas.
- Piezas de diseño personalizado fabricadas por JK SOMME y talleres asociados. Nuestros centros de abastecimiento son:
- Taller de mecanizado JK SOMME
- Talleres de mecanizado nacionales
- Talleres de mecanizado en el extranjero
- Fundición
- Piezas comerciales, suministradas por fabricantes de primera clase, tales como: rodamientos, moto-variadores, PLC, cilindros neumáticos, etc.


INSPECCIÓN DE PIEZAS Y MONTAJE DE GRUPOS
Una vez que todas las piezas están listas, se lleva a cabo una inspección de calidad exhaustiva. Luego, se trasladan a la planta de ensamblaje, donde se ensamblan los 25 subconjuntos de piezas. Se pintan el cuerpo principal, la caja de engranajes, la columna, levas y los engranajes principales

MONTAJE FINAL
Una vez que todos los subconjuntos están terminados, se ensamblan juntos dentro del bastidor principal de la máquina. En esta etapa se realiza un importante control de fabricación, que consiste en verificar la concentricidad entre el cabezal de cierre y el platillo elevador. Una vez superada esta prueba, se instala el cuadro eléctrico.


INSTALACIÓN DEL FORMATO Y PRUEBAS DE CIERRE
Hasta esta etapa, el proceso de fabricación de todas las cerradoras es idéntico. Es en este punto cuando se agrega un elemento diferenciador: el formato.
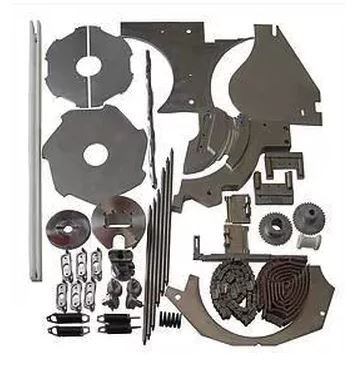
Un formato es un conjunto de piezas fabricadas para cerrar una forma o tipo específico de lata. Las piezas que conforman un formato son el la placa de cierre, las ruedas de cierre, el disco copiador, las garras de sujeción, el depósito de tapas, la cadena de tapas, la rampa de entrega de tapas, el sinfín de sincronización, las placas de clinchado, las guías, etc. Cuando se diseña el formato se pide al fabricante de las latas que suministre dibujos técnicos del cuerpo y la tapa de la lata y sus recomendaciones con respecto a los perfiles de las ruedas de cierre.
Una vez fabricado, se instala en la cerradora y se realizan pruebas de cierre. Esto se hace con muestras de latas vacías enviadas por el cliente (300 latas y cuerpos). Verificamos los parámetros de cierre obtenidos (superposición, ondulaciones, etc.) y hacemos ajustes hasta lograr la perfección y la aprobación final. Luego se montan la protección de seguridad y las luces LED y finalmente se termina la instalación eléctrica.
PRUEBA DE FUNCIONAMIENTO SIN PRODUCTO
La cerradora debe pasar la prueba final de marcha. Consiste en mantener la máquina funcionando sin interrupción a una velocidad media durante 24 hora
Una vez que pasa esta prueba, la MASTER 440 se cubre con una funda protectora de plástico y se coloca en una plataforma de madera lista para ser recogida.
